精度與速度提供者
專業齒輪制造-專注(zhu)傳(chuan)動領域(yu)發展
聯系電話
專業齒輪制造-專注(zhu)傳(chuan)動領域(yu)發展
聯系電話

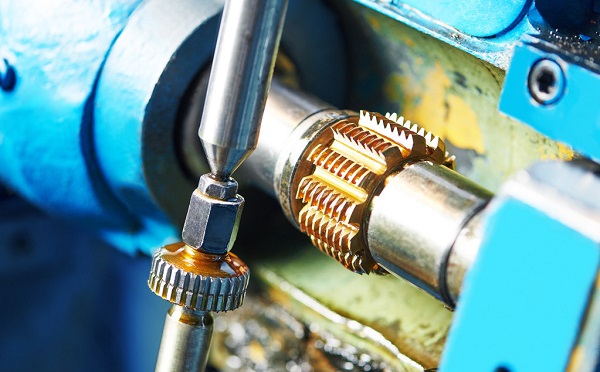
齒輪加工精度(du)如何,刀具可以(yi)說是決定性因素。通常來說,控(kong)制齒輪刀(dao)具徑(jing)/軸向安裝(zhuang)精度,是(shi)保證齒(chi)輪加工質量的重要環節。盤(pan)形銑刀需檢驗端(duan)面跳動(dong),使用百分表進行(xing),如果發現端面跳動(dong)超差(cha),可稍(shao)許轉(zhuan)動(dong)刀桿(gan)墊圈,借助其平(ping)行(xing)度誤差(cha)來(lai)進行(xing)調整。而對于刀(dao)齒的徑向跳動,由于對加工精度影響(xiang)不大,可以不作處(chu)理(li)。
插齒刀安裝精(jing)度,主(zhu)要(yao)取決于定位與支(zhi)撐(cheng)面的清潔程度(du),因(yin)此安(an)裝(zhuang)前,應(ying)該(gai)把刀具與機床主軸各接觸(chu)面擦拭干凈(jing)。安裝時,只能用手輕(qing)輕(qing)推(tui)入,嚴禁用棒(bang)敲打,以免損(sun)傷主軸(zhou)精度,得不償失。每換(huan)刀一次,就(jiu)要重復檢查一次部位為插齒刀前(qian)刃面軸向(xiang)跳動和徑(jing)向(xiang)跳動。

刀桿安(an)裝精(jing)度須(xu)單獨核(he)驗,因為滾刀安裝精度是由刀桿與刀具二部分安裝誤差決(jue)定。刀桿安(an)裝(zhuang)前應(ying)擦(ca)干凈(jing),緊固后,刀桿端面跳動和徑(jing)向跳動量一般(ban)應(ying)根據被加(jia)工(gong)齒(chi)輪(lun)精度(du)來確定(ding)。刀桿安裝合格后,才可(ke)以裝滾刀-墊圈(quan)-桿托架。滾刀在刀桿上緊固以后,可(ke)以檢驗(yan)徑向跳(tiao)動,具(ju)(ju)體(ti)數值根據被加(jia)(jia)工(gong)(gong)齒(chi)輪(lun)的(de)大小和精(jing)度(du)決定(ding)。如果超差,可(ke)以通過墊圈(quan)的(de)不平行性(xing)來減少它。大批量加(jia)(jia)工(gong)(gong)齒(chi)輪(lun)時,為防止刀具(ju)(ju)安裝精(jing)度(du)變差,一(yi)個工(gong)(gong)作班也(ye)須復查二次,以確(que)保齒(chi)輪(lun)的(de)加(jia)(jia)工(gong)(gong)質量。
iHF齒輪加工,歡迎咨詢,平常精度達到5-6級。
189 2935 7195
地址:深圳市龍華區大浪(lang)創(chuang)藝路16號安宏(hong)基工業園C棟
電話 :18929357195
QQ:2850623673

微信聯系我們
Copyright ? 深圳市合發齒輪機械(xie)有限公司
189 2935 7195
地址:深圳市龍華區大浪(lang)創(chuang)藝路16號(hao)安(an)宏基工業(ye)園C棟
電話 :18929357195
QQ:2850623673
微信聯系我們